Material handling equipment has undergone significant transformations over the years, evolving from simple manual tools to sophisticated automated solutions. This evolution has not only enhanced efficiency but has also revolutionized how industries manage their logistics and supply chains.
Understanding Material Handling Equipment
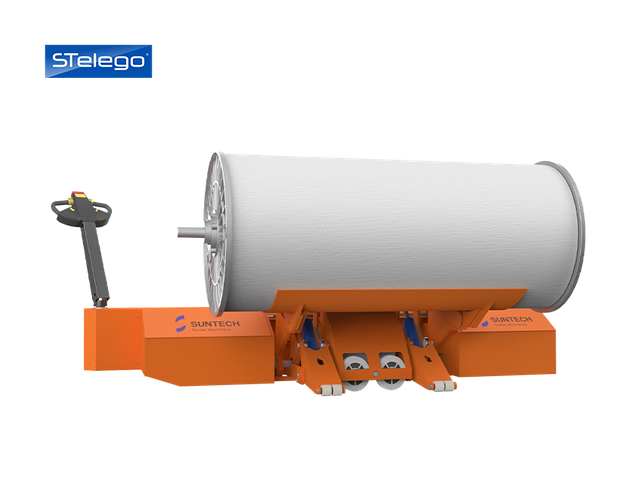
Material handling equipment refers to a variety of tools and machinery used to facilitate the movement, protection, storage, and control of materials throughout the manufacturing, warehousing, and distribution processes. The primary goal of these tools is to improve productivity and reduce the risk of injury. Key types of material handling equipment include:
- Conveyors
- Forklifts
- Pallet jacks
- Automated guided vehicles (AGVs)
- Storage systems
The Shift from Manual to Automated Solutions
Historically, material handling was predominantly manual. Workers relied on basic tools such as hand trucks and pallet jacks to move goods. However, as industries grew and the demand for efficiency increased, the need for more advanced solutions became apparent. This led to the introduction of powered equipment, which significantly reduced the physical strain on workers and improved operational speed.
Today, the landscape of material handling equipment is dominated by automation. Automated solutions, such as robotic arms and AGVs, are increasingly being integrated into warehouses and manufacturing facilities. These technologies not only enhance productivity but also minimize human error and improve safety. Have you ever wondered how these automated systems are programmed to navigate complex environments? They utilize advanced sensors and artificial intelligence to optimize their routes and tasks.
Benefits of Modern Material Handling Equipment
The benefits of modern material handling equipment are manifold. Here are some key advantages:
- Increased Efficiency: Automated systems can operate continuously, significantly increasing throughput.
- Enhanced Safety: Reducing human involvement in hazardous tasks minimizes the risk of workplace injuries.
- Cost Savings: Although the initial investment may be high, the long-term savings in labor costs and increased productivity often justify the expense.
- Improved Accuracy: Automated systems reduce the likelihood of errors in inventory management and order fulfillment.
The Future of Material Handling Equipment
As technology continues to advance, the future of material handling equipment looks promising. Innovations such as the Internet of Things (IoT) and machine learning are set to further enhance the capabilities of these systems. For instance, IoT can enable real-time tracking of materials, allowing for better inventory management and forecasting. What does this mean for businesses? It signifies a shift towards smarter, more responsive supply chains.
In conclusion, the evolution of material handling equipment from manual tools to automated solutions has transformed the way industries operate. By embracing these advancements, businesses can enhance efficiency, improve safety, and ultimately drive growth. As we look ahead, the integration of cutting-edge technologies will continue to shape the future of material handling, making it an exciting field to watch.