In the textile manufacturing industry, maintaining high-quality standards is crucial. One of the key components in achieving this goal is the fabric inspection machine. This advanced technology plays a vital role in identifying defects and ensuring that the fabric meets the required specifications before it reaches the market.
Understanding Fabric Inspection Machines
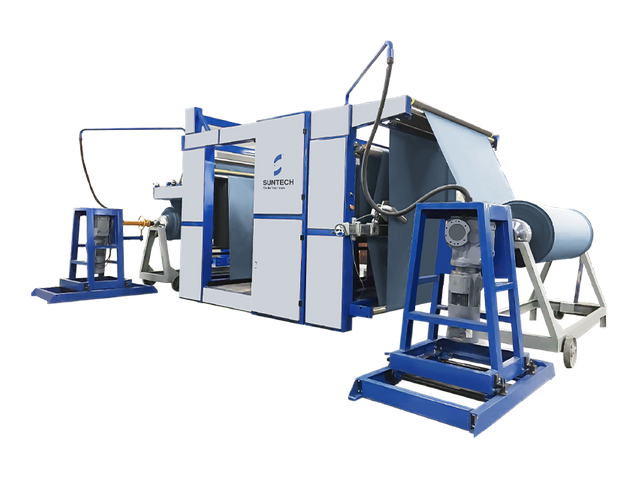
A fabric inspection machine is designed to evaluate the quality of textiles by detecting flaws such as tears, stains, and color inconsistencies. These machines utilize sophisticated technology to provide accurate assessments, which are essential for manufacturers aiming to deliver superior products. But how do these machines work?
- They typically employ high-resolution cameras and sensors to scan the fabric.
- Advanced software analyzes the images to identify defects.
- Results are displayed in real-time, allowing for immediate corrective actions.
Benefits of Using Fabric Inspection Machines
Implementing a fabric inspection machine offers numerous advantages for textile manufacturers. Here are some key benefits:
- Enhanced Quality Control: By identifying defects early in the production process, manufacturers can reduce waste and improve overall quality.
- Increased Efficiency: Automated inspections save time compared to manual checks, allowing for faster production cycles.
- Cost Savings: Early detection of flaws minimizes the costs associated with returns and rework.
Choosing the Right Fabric Inspection Machine
When selecting a fabric inspection machine, it is essential to consider several factors. What features should you prioritize? Here are some considerations:
- Type of fabric being inspected.
- Speed and accuracy of the inspection process.
- Integration capabilities with existing production lines.
By carefully evaluating these aspects, manufacturers can choose a machine that best fits their operational needs.
Conclusion
In conclusion, the fabric inspection machine is an indispensable tool in the textile manufacturing industry. It not only enhances quality control but also contributes to increased efficiency and cost savings. As the industry continues to evolve, investing in advanced inspection technology will be crucial for maintaining a competitive edge.
For more information on fabric inspection machines, visit  .
.